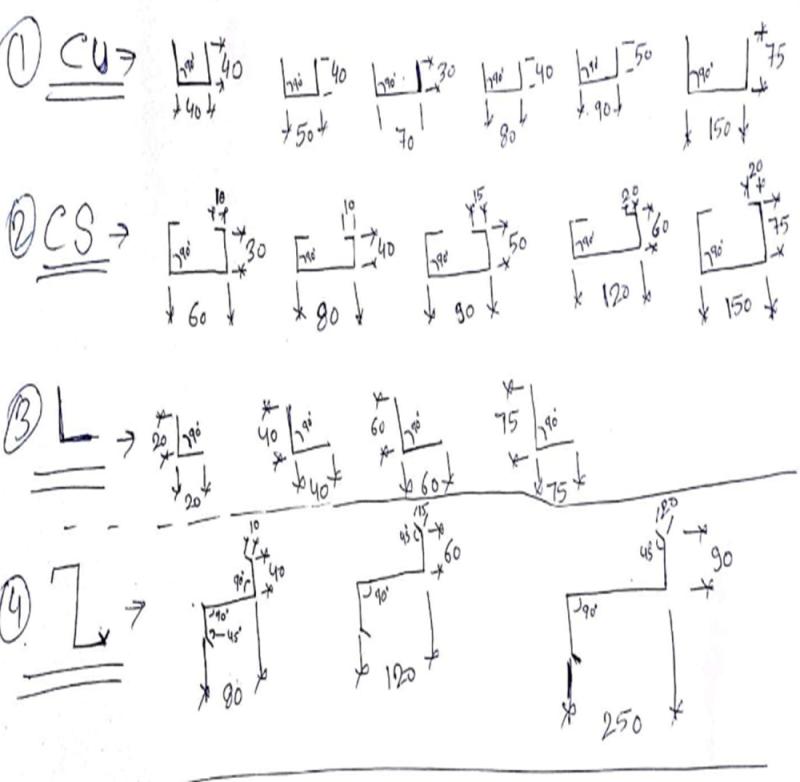
یہ لائن ایک مشین پر CZU اور L شکل والی دھاتی پروفائل تیار کر سکتی ہے، صرف کچھ رولرز، "C"، "Z" کو تبدیل کرنے کی ضرورت کے ذریعے مین فارمنگ مشین بشمول پروفائلز "u" اور "L" شکل کو تبدیل کرنا پڑتا ہے۔
یہ پروڈکشن لائن بنیادی طور پر درج ذیل حصوں پر مشتمل ہے:
No
آئٹمز کا نام
وضاحتیں
1
ڈیکوائلر
سنگل ہیڈ موڈ، سنگل سپورٹ؛کنڈلی ID: Ф508mm؛کوائل OD : Ф1200mm؛کنڈلی چوڑائی: 500 ملی میٹر؛کنڈلی وزن: ≤5000 کلوگرام؛
2
لیولنگ مشین
5 رولر لیولنگ؛زیادہ سے زیادہرفتار: 20m/منٹ؛زیادہ سے زیادہسطح کی چوڑائی: 500 ملی میٹر؛زیادہ سے زیادہکنڈلی کی موٹائی: 1 ~ 3 ملی میٹر؛لگانے والی مشین کی طاقت: تقریبا7.5kw (حتمی ڈیزائن سے مشروط)
3
سروو فیڈر
زیادہ سے زیادہ کھانا کھلانے کی رفتار: 30m/منٹ؛فیڈ کی زیادہ سے زیادہ چوڑائی: ≤500mm؛اجازت شدہ فیڈ موٹائی: ≤3mm؛کھانا کھلانے کی درستگی: ±0.2 ملی میٹر فی قدم؛سروو موٹر: جاپان، یاسکاوا؛سرو موٹر پاور: aprox.4.4KW (حتمی ڈیزائن کے مطابق)
4
ملٹی پنچنگ
پروفائل پر چھدرن سوراخ کو مکمل کرنے کے لئے.
5
فوری تبدیلی رول بنانے والی مشین
محراب کے باہر دو قسم کے گری دار میوے ہوتے ہیں: بائیں ہاتھ (نیچے شافٹ) اور دائیں ہاتھ (اوپری شافٹ)۔آرچ وے مواد: QT450۔8/13 کوٹیشن دستاویزات؛رولر شافٹ مواد: 40Cr، بجھا ہوا اور مزاج، سختی HRC45~50 ہے؛پیرامیٹرز: فارمنگ پاسز: 36 پاسز (حتمی ڈیزائن کے تابع)؛آرچ وے سورٹیز: 36+32=68 سورٹیز؛بنانے والی مشین کا شافٹ قطر: φ70mm (حتمی ڈیزائن کے تابع)؛موٹر پاور: 55 کلو واٹ؛زیادہ سے زیادہ لکیری رفتار: 2~8m/منٹ
6
ہائیڈرولک کٹنگ
کٹر موڈ بلینکنگ شیئرنگ کو اپناتا ہے۔بلیڈ میٹریل بلیڈ میٹریل: Cr12MoV (HRC58~62 بجھانے کے بعد سختی)؛پیرامیٹر: کاٹنے کی درستگی: ±1.5mm درستگی: ±1.5mm